© SMT Wertheim
Analizy |
Moduł próżniowy: rozwiązanie problemu pustek?
Występowanie pustek (void) jest powszechnie znanym problemem w procesie lutowania rozpływowego. Pewnym rozwiązaniem, stosowanym w najnowszych piecach, jest zastosowanie próżni.
Niemiecka firma produkcyjna SMT Wertheim, współpracując z polską firmą Renex, wprowadziła w systemach lutowania rozpływowego nową ideę środowiska pracy, której celem jest minimalizacja kosztów procesu przez maksymalizację wykorzystania zasobów. Opiera się ona na konstrukcji urządzeń i cyklu ich pracy podporządkowanym możliwie najniższemu zużyciu energii, inteligentnemu wykorzystaniu azotu i minimalizacji wydatków na konserwację. W artykule opisano, co przynoszą założenia dotyczące minimalnego zużycia energii w procesie w praktyce.
Transfer ciepła
Skuteczny i optymalny transfer ciepła jest nie tylko gwarancją uzyskania najlepszych wyników lutowania, ale także zapewnia korzystny bilans energetyczny. Każda maszyna firmy SMT Wertheim wyposażona jest w technologię Power Nozzle – jest to specjalny system dysz, który wykorzystuje wysokiej wydajności wentylator, przy zachowaniu jednocześnie niskiej prędkości przepływu. Udoskonalona geometria dysz pozwala na doskonały transfer gazu procesowego skutkujący podniesie¬niem jakości i oszczędnością energii.
Rezultatem jest absolutna stabilność temperatury w komorze lutowania, a to z kolei zapewnia stałe grzanie modułów. Mieszanie dużych mas powietrza, przy jednoczesnym zachowaniu niskich prędkości przepływu, skutkuje strumieniem gorącego powietrza bezpośrednio nad modułem, gdzie jest to najbardziej efektywne. Wprowadzenie technologii Power Nozzle nie spowodowało jedynie kolejnego kroku w kierunku podniesienia ja¬kości, ale także świadomie i konsekwentnie wpływa na oszczędności energii. ABS – proces oczyszczania gazów Procesy lutownicze zawsze powiązane są z wydobywaniem się gazów z PCB, lakieru i pozostałości topnika. Dlatego działające optymalnie systemy absorpcyjne mają decydujący wpływ na jakość cyklu lutowniczego, koszty czyszczenia i przestoje, a tym samym ogólną wydajność i koszty całości systemu a także na bezpieczeństwo pracy.© SMT Wertheim Schemat transferu ciepła
Wszystkie systemy firmy SMT Wertheim wyposażone są w opcjonalny podwójny system komory absorpcyjnej, co znacznie redukuje czas konserwacji, koszty i przestoje. Gazy procesowe nie są już schładzane i oczyszczane w zwykłym procesie kondensacji, lecz wiązane są w granulat utrzymujący gaz ciepły. Granulat pozwala na znacznie dłuższy czas operacyjny (3.000 godzin pracy). Dzięki temu powierzchnia procesu jest wolna od osadów. Drogi prowadzące gaz zostały znacznie skrócone. Ogrzewanie rur w celu zapobiegania wahaniom temperatury nie jest konieczne. Korzystnym efektem uboczny jest dalsze zmniejszenie zużycia energii. Dzięki systemowi podwójnej komory absorpcyjnej uzyskano przekonywające rozwiązanie do oczyszczania gazu procesowego oraz wyeliminowano dodatkowe wyposażenie czyszczące. Zapewnia to minimalizację przestojów (dzięki usuwaniu poprzez stały odzysk odpadów) i dużą wydajność procesu. Inteligentne zarządzenie azotem Zarządzanie azotem polega na automatycznym dobieraniu transportu przez otwory i podawanie gazu dla różnych PCB z tunelem przepływu na wlocie i wylocie ze zmienną wysokością otwarcia. Zawory proporcjonalne regulują przepływ azotu do niezbędnego minimum. Tryb standby np. na okresy zmianowe dodatkowo redukuje zużycie gazu. System ten oferuje wysoką stabilność procesu, niskie zużycie gazu i obniżenie kosztów procesu. Koncepcja chłodzenia Dzięki modułowej koncepcji chłodzenia, możliwe jest osiągnięcie ściśle określonej temperatury na wszystkich etapach procesu. Produkty mogą być nadal używane, pakowane lub kontrolowane bez przestojów. Wielopoziomowa koncepcja chłodzenia jest całkowicie oddzielona od stref grzewczych, a system filtracyjny jest umieszczony poniżej transportera, co uniemożliwia ociekanie filtra na PCB. Dodatkowo zastosowanie opcjonalnych regulatorów pozwala na zaprogramowanie zakresu temperatury jedynie w strefie chłodzenia. Zapobiega to zbytniemu ochłodzeniu się szczególnie wrażliwych układów.© SMT Wertheim Gazy procesowe nie są już schładzane i oczyszczane w zwykłym procesie kondensacji, lecz wiązane są w granulat utrzymujący gaz ciepły
Wymiana ciepła odbywa się za pośrednictwem specjalnie zaprojektowanej płyty wymiennika ciepła. Zastosowany jako chłodziwo freon gwarantuje stabilną i bezpieczną pracę wymiennika ciepła. System ten zapewnia minimalny wysiłek przy czyszczeniu, krótkie przestoje i dużą wydajność oraz pozwala na eliminację dodatkowej przestrzeni dla agregatu chłodzącego. Strefy grzewcze Wąskie i szczelne wpusty PCB zmniejszają do minimum wypływ gazu, zmniejszając tym samym jego zużycie, koszty energii oraz zapewniając wyraźną separację temperatur w strefach, przy czym każda ze stref może być regulowana oddzielnie. Kolejną zaletą systemu Power Nozzle jest więc doskonały rozkład temperatur we wszystkich strefach grzewczych. Lutowanie rozpływowe z podciśnieniem – moduł próżniowy Stale rosnąca złożoność płytek drukowanych często związana jest z nieoczekiwanymi problemami wymagającymi skutecznych rozwiązań w celu zapewnienia wysokiej jakości produktu i sprostania oczekiwaniom wysokiej wydajności, bezproblemowej pracy i bezpieczeństwa, ale bez zaniedbywania aspektów ekonomicznych. Rozwiązaniem może być moduł próżniowy, np. moduł Vacuum Plus N2, który ma tę zaletę, że jest integralną częścią nowego typu systemu pieca lutowniczego rozpływowego lub może być instalowany w dowolnym czasie w istniejącej już linii produkcyjnej jako moduł opcjonalny. Występowanie miejsc pustych (void) w procesie lutowania jest bolączką każde¬go kontrolera jakości i musi być uwzględniane w produkcji. Luki te mogą negatyw¬nie wpływać na niezawodność aplikacji na PCB, osłabiając jej integralność elektryczną, mechaniczną i parametry termiczne. Przyczyny formowania się pustych miejsc podczas lutowania rozpływowego i na fali nie zawsze są łatwe do zdefiniowania i dotyczą bezołowiowych i ołowiowych połączeń lutowanych. Biorą się one z krystalicznych wtrąceń topnika, pęcherzyków ulatniających się gazów i wilgoci z komponentów i ich obudów. Powodem są także ulatniają¬ce się gazy z niespolimeryzowanymi fotorezystorami maski lutowniczej, a także inkluzje powietrza poniżej komponentów na skutek niedoskonałego druku lub projektu padów. Negatywny wpływ pustek na jakość produktu to m.in. ograniczone odprowadzanie ciepła z komponentów lub struktur punktów lutowniczych, zmniejszona stabilność połączenia lutowniczego, ograniczenie wydajności komponentów w aplikacjach wysokich częstotliwości i dużej mocy oraz zwiększenie problemów lutowniczych (mostkowanie, lutowanie z odpryskami, np. w μBGA). Dbający o jakość producent podzespołów elektronicznych musi być świadomy powstawania i potrzeby kontroli pustek. Połączenie lutownicze bliskie ideału określonego np. w normach IPC ma ogromne znaczenie ze względu na niezawodność i bezpieczeństwo produktu końcowego.© SMT Wertheim Strefa chłodzenia
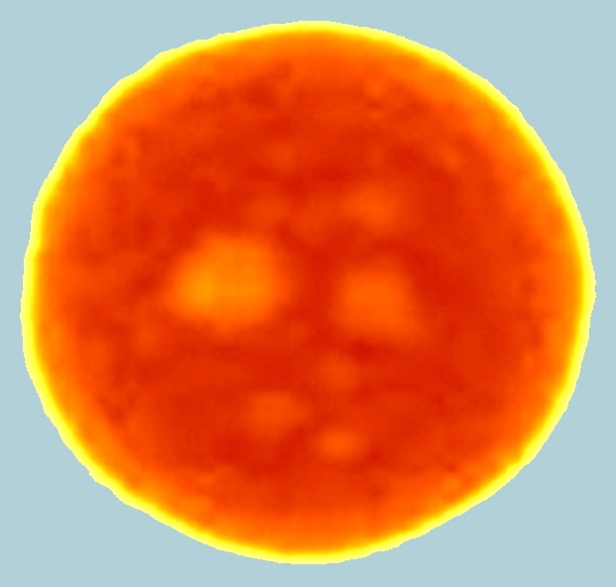
Można wskazać szereg możliwości redukcji zjawiska pustek, jednakże proces oparty na stałym podciśnieniu jest aktualnie najbardziej korzystnym i rozwijanym w nowoczesnych urządzeniach produkcyjnych. Niemiecki producent rozwijając technologię stałego podciśnienia opracował metodę Vacuum Plus N2, która ma na celu wyeliminowanie tych problemów w procesie lutowania rozpływowego. Wymagania rynku zainspirowały firmę SMT Wertheim do stworzenia technologii opartej na zasadach wykorzystujących podciśnienie, którą dodatkowo ze względów ekonomicznych wprowadzono w całym procesie lutowniczym. Istnieją inne procesy próżniowe, jednak są one typu stop-and-go, są mniej przyjazne środowisku, bardziej kosztowne i nie mogą one sprostać korzystniejszej ekonomicznie metodzie Vacuum Plus N2. Moduł próżniowy Vacuum Plus N2 jest niezależnym urządzeniem, które może być w pełni zintegrowane z systemem lutowana rozpływowego. Ponieważ prezentowane systemy pieców rozpływowych również są konstrukcjami modułowymi, moduł Vacuum Plus N2 można łatwo zamontować w istniejącym już piecu rozpływowym. Urządzenie Vacuum Plus N2 umieszczane jest bezpośrednio za strefą peak (grzanie właściwe – rozpływ) i może być aktywowane jedynie w razie potrzeby a proces podciśnienia jest centralnie sterowany z opcją włączenia lub wyłączenia. Podczas stałego rozpływu moduł Vacuum Plus N2 jest automatycznie przełączany do podciśnienia a PCB wystawiona na jego działanie przez krótki czas utrzymywana w zadanym zakresie podciśnienia po czym odpowietrzona. Pustki w złączach lutowniczych zostają w procesie zredukowane do akceptowalnego minimum. Czas cyklu próżniowego lutowania rozpływowego wynosi od 60 do 90 sekund. Moduł próżniowy Vacuum Plus N2 nie nakłada żadnych ograniczeń na parametry systemów pieców rozpływowych, wykorzystanie azotu i chłodzenie modułów również jest możliwe. Producent zgodnie z filozofią ekonomii procesu, zaprojektował moduł Vacuum Plus N2 tak, aby podstawa zajmowała niewiele miejsca w hali i urządzenie zużywało niewiele energii (na poziomie 1,5 kWh). Inne przyjazne środowisku funkcje obejmują system niskiego zużycia azotu oraz unikalny proces ABS - system oczyszczania gazu. Tę ostatnią funkcję należy uznać za wyjątkową w porównaniu z innymi systemami oczyszczania ciekłego gazu, które muszą być wykonane, transportowane, przechowywane lub przekazywane zgodnie z najsurowszymi normami ochrony środowiska dla materiałów niebezpiecznych. Systemy te wykorzystują medium czyszczące na „sucho” wymagające znacznie prostszej utylizacji i łatwiejszej zgodności ze standardami, czego efektem jest zmniejszenie kosztów oraz uproszczenie łańcucha utylizacyjnego. Unikanie obciążeń środowiska naturalnego oraz ochrona zasobów od początku do końca łańcucha procesowego jest głównym założeniem omawianych systemów. Artykuł powstał dzięki uprzejmości firmy RenexPrzykład lutowania z pustkami (jasne punkty), powstałymi w standardowych procesie bez modułu próżniowego
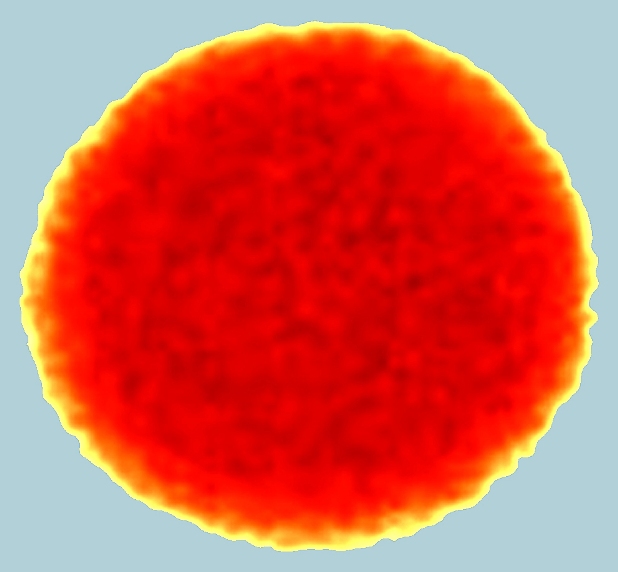
Przykład lutowania bez pustek, po zastosowaniu modułu próżniowego