

© REHM
Analizy |
Zalety lutowania w próżni: część 1
Przedstawiamy kolejny artykuł techniczny. Tym razem tematem jest lutowanie w próżni jako sposób na uniknięcie powstawania pustek w procesie lutowania elementów BTC.
Wymagania dotyczące tworzenia połączeń lutowanych w produkcji elektronicznej ulegają ciągłemu zaostrzeniu, co oznacza konieczność tworzenia lutów pomiędzy wyprowadzeniami komponentów oraz padami pozbawionych jakichkolwiek pustek. Nowe wyzwania pojawiają się nieomal każdego dnia wobec nieustającego procesu wprowadzania nowych wariantów komponentów BTC, tj. bottom terminated components, których kilka przykładów umieszczono na rysunku 1. W pierwszej części artykułu zostaną opisane bazowe wyzwania technologii lutowania BTC, które w drugiej części zostaną uzupełnione o rezultaty badań i perspektywiczne rozwiązania.
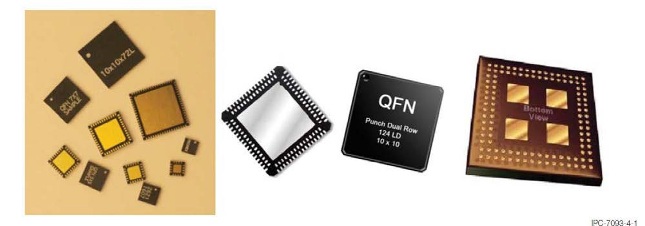 Rysunek 1: Przykłady komponentów BTC wg. IPC7093.
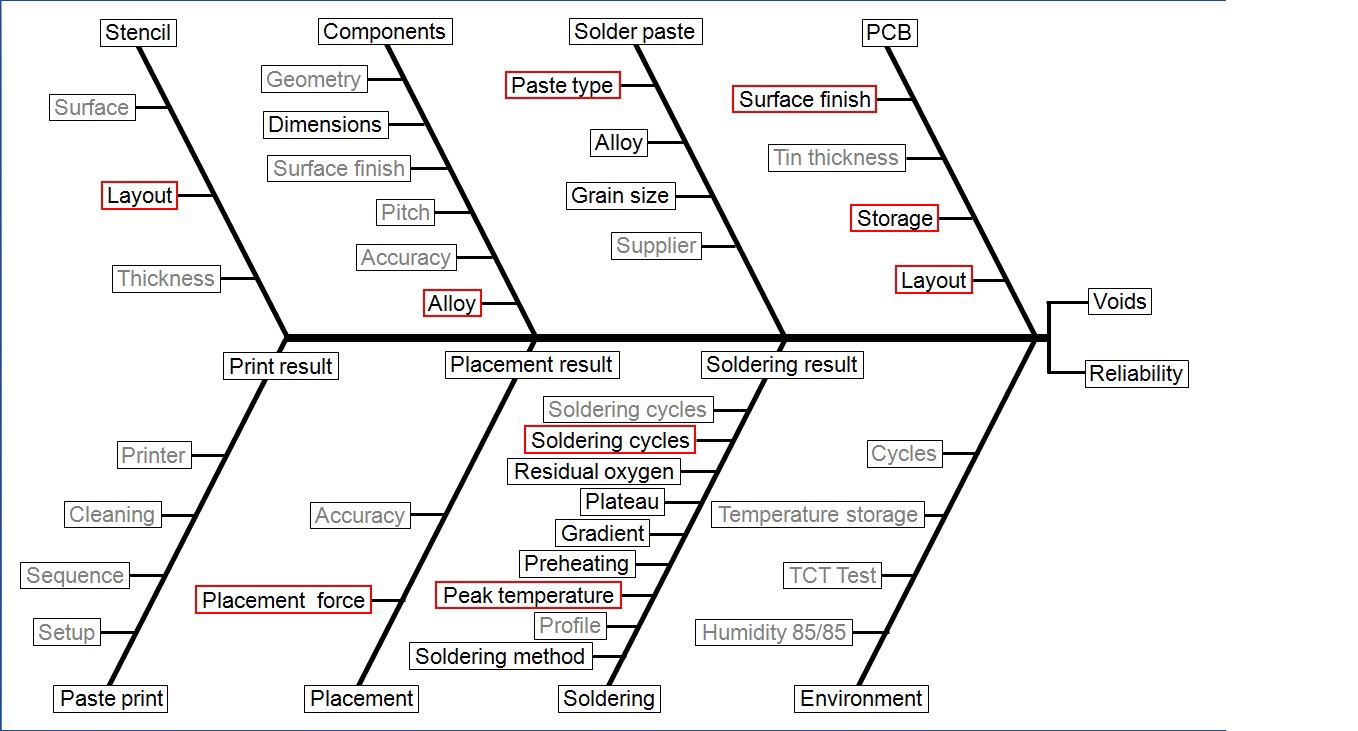
Tworzenie się pustek w procesie montażu PCB, definiujące końcową jego jakość, jest uwarunkowane tak znaczną ilością czynników, iż ich kontrolowanie staje się coraz trudniejsze, jeśli w ogóle możliwie. Rysunek 2 przedstawia przegląd owych czynników, ilustrując wielką złożoność problemów występujących w procesie montażu.
Wśród wymienianych czynników znajdują się dwa, które celem eliminacji lub redukcji pustek, mogą zostać poddane kontroli przed samym procesem montażu PCB. Mowa tu o technologii wytworzenia samego szablonu i geometrii apertur. Z drugiej strony analizie poddano zastosowanie próżni na etapie lutowania.
Rysunek 1: Przykłady komponentów BTC wg. IPC7093.
Tworzenie się pustek w procesie montażu PCB, definiujące końcową jego jakość, jest uwarunkowane tak znaczną ilością czynników, iż ich kontrolowanie staje się coraz trudniejsze, jeśli w ogóle możliwie. Rysunek 2 przedstawia przegląd owych czynników, ilustrując wielką złożoność problemów występujących w procesie montażu.
Wśród wymienianych czynników znajdują się dwa, które celem eliminacji lub redukcji pustek, mogą zostać poddane kontroli przed samym procesem montażu PCB. Mowa tu o technologii wytworzenia samego szablonu i geometrii apertur. Z drugiej strony analizie poddano zastosowanie próżni na etapie lutowania.
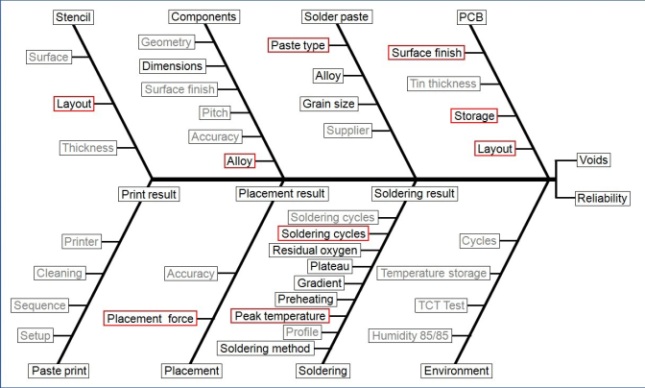 Rysunek 2: Czynniki mogące wpływać na zjawisko powstawania pustek (Źródło: Voids Workgroup, Dr. Wohlrabe, TU Dresden)
Warto na tym etapie przytoczyć też samą definicję próżni, według norm DIN 28400, równocześnie zgodną z ISO 3529-1: ‘Próżnia to stan w którym ciśnienie gazu, a co za tym idzie zagęszczenie cząsteczek gazu, jest niższe niż panujące poza zbiornikiem, lub kiedy ciśnienie gazu jest niższe niż 300 Mbar, tj. niższe niż najniższe ciśnienie atmosferyczne odnotowane na powierzchni Ziemi’.
Mówiąc o nowoczesnych systemach próżniowym, należy mieć na uwadze nie tyle urządzenie umożliwiające proste usunięcie gazów atmosferycznych, co umożliwiające użytkownikowi wytwarzanie odpowiedniego stopnia próżni i w odpowiednim przedziale czasowym. Zapewnia to przede wszystkim możliwość adaptacji do otaczających warunków wrażliwym komponentom i lotnym składnikom topnika. W przeciwnym wypadku, może pojawić się zagrożenie uszkodzeniem komponentów czy rozbryzgami spoiwa. Co więcej, opisana możliwość profilowania warunków próżni nie może być postrzegana jako osobny etap, lecz musi raczej pozostawać dostępna podczas całego procesu lutowania. W rezultacie, aby sprostać wymogom procesu, poza nastawieniem samej temperatury, urządzenie musi również posiadać możliwość regulacji ciśnienia.
Wilgoć wchłonięta przez pastę lutowniczą może zostać usunięta jeszcze przed procesem lutowania, lub całość gazów procesowych może zostać wymieniona przy temperaturze przykładowo 160° C, co ma na celu całkowite usunięcie pozostałości odparowanych z substratu PCB lub pasty i zapobiegnięcie ich osadzaniu na delikatnych komponentach (np. optycznych) na etapie chłodzenia.
Lutowanie w próżni może być traktowana jako swoistego rodzaju ‘brygada pożarowa’, w przypadkach krótkoterminowego wzrostu ilości pustek. Nic nie stoi na przeszkodzie aby stosować standardowy proces i standardowe profile temperaturowe przy produkcji seryjnej, reagując jednocześnie w elastyczny sposób na zmiany w jakości zakupionych komponentów, właściwości powierzchni PCB czy zmiany parametrów poszczególnych porcji pasty.
Co więcej, lutowanie w próżni może być również traktowane jako procedura naprawcza: PCB, na których zaobserwowano pojawienie się znacznych ilości pustek może zostać naprawione w niektórych systemach lutowania próżniowego – jako przykład autorzy podają system CondensoX – co zapobiega utracie płytek niespełniających standardów IEC czy wytycznych IPC.
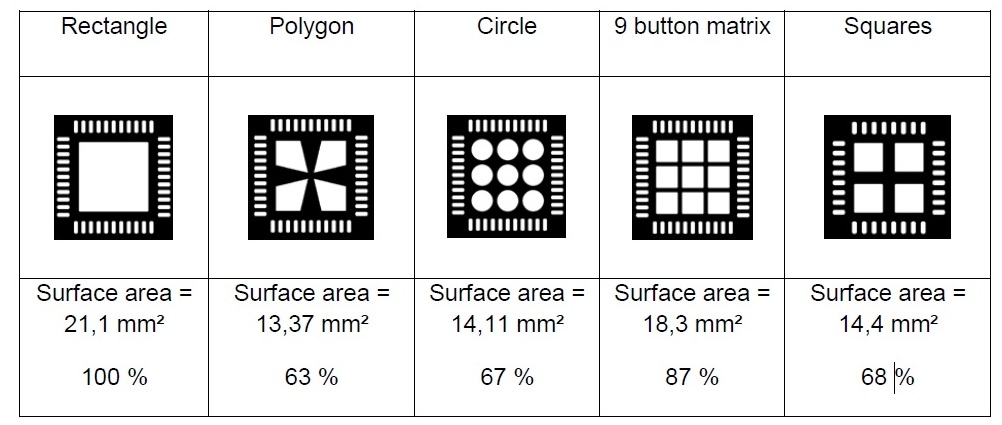
Tytułem wstępu do części drugiej artykułu, na Rysunku 3 przedstawiono profil temperaturowy i profil próżniowy, w jakim przeprowadzono testy lutowania komponentów BGA oraz QFN (BTC) w maszynie CondensoX. W trakcie testu zmieniano nie tylko profile, lecz również wzory apertur (Rysunek 4). Celem testu jest przedstawienie wpływu opisywanych zmiennych na proces powstawania pustek.
Rysunek 2: Czynniki mogące wpływać na zjawisko powstawania pustek (Źródło: Voids Workgroup, Dr. Wohlrabe, TU Dresden)
Warto na tym etapie przytoczyć też samą definicję próżni, według norm DIN 28400, równocześnie zgodną z ISO 3529-1: ‘Próżnia to stan w którym ciśnienie gazu, a co za tym idzie zagęszczenie cząsteczek gazu, jest niższe niż panujące poza zbiornikiem, lub kiedy ciśnienie gazu jest niższe niż 300 Mbar, tj. niższe niż najniższe ciśnienie atmosferyczne odnotowane na powierzchni Ziemi’.
Mówiąc o nowoczesnych systemach próżniowym, należy mieć na uwadze nie tyle urządzenie umożliwiające proste usunięcie gazów atmosferycznych, co umożliwiające użytkownikowi wytwarzanie odpowiedniego stopnia próżni i w odpowiednim przedziale czasowym. Zapewnia to przede wszystkim możliwość adaptacji do otaczających warunków wrażliwym komponentom i lotnym składnikom topnika. W przeciwnym wypadku, może pojawić się zagrożenie uszkodzeniem komponentów czy rozbryzgami spoiwa. Co więcej, opisana możliwość profilowania warunków próżni nie może być postrzegana jako osobny etap, lecz musi raczej pozostawać dostępna podczas całego procesu lutowania. W rezultacie, aby sprostać wymogom procesu, poza nastawieniem samej temperatury, urządzenie musi również posiadać możliwość regulacji ciśnienia.
Wilgoć wchłonięta przez pastę lutowniczą może zostać usunięta jeszcze przed procesem lutowania, lub całość gazów procesowych może zostać wymieniona przy temperaturze przykładowo 160° C, co ma na celu całkowite usunięcie pozostałości odparowanych z substratu PCB lub pasty i zapobiegnięcie ich osadzaniu na delikatnych komponentach (np. optycznych) na etapie chłodzenia.
Lutowanie w próżni może być traktowana jako swoistego rodzaju ‘brygada pożarowa’, w przypadkach krótkoterminowego wzrostu ilości pustek. Nic nie stoi na przeszkodzie aby stosować standardowy proces i standardowe profile temperaturowe przy produkcji seryjnej, reagując jednocześnie w elastyczny sposób na zmiany w jakości zakupionych komponentów, właściwości powierzchni PCB czy zmiany parametrów poszczególnych porcji pasty.
Co więcej, lutowanie w próżni może być również traktowane jako procedura naprawcza: PCB, na których zaobserwowano pojawienie się znacznych ilości pustek może zostać naprawione w niektórych systemach lutowania próżniowego – jako przykład autorzy podają system CondensoX – co zapobiega utracie płytek niespełniających standardów IEC czy wytycznych IPC.
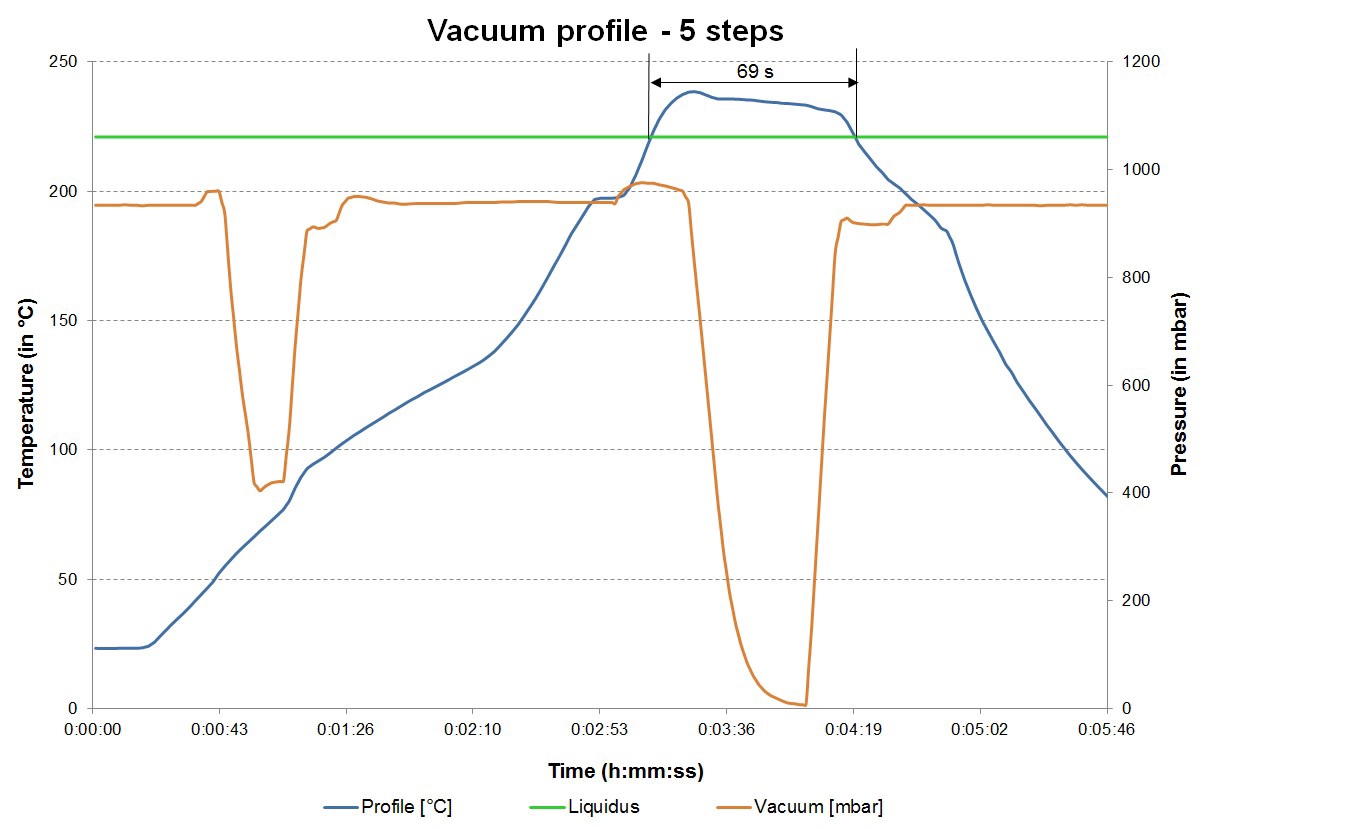
Tytułem wstępu do części drugiej artykułu, na Rysunku 3 przedstawiono profil temperaturowy i profil próżniowy, w jakim przeprowadzono testy lutowania komponentów BGA oraz QFN (BTC) w maszynie CondensoX. W trakcie testu zmieniano nie tylko profile, lecz również wzory apertur (Rysunek 4). Celem testu jest przedstawienie wpływu opisywanych zmiennych na proces powstawania pustek.
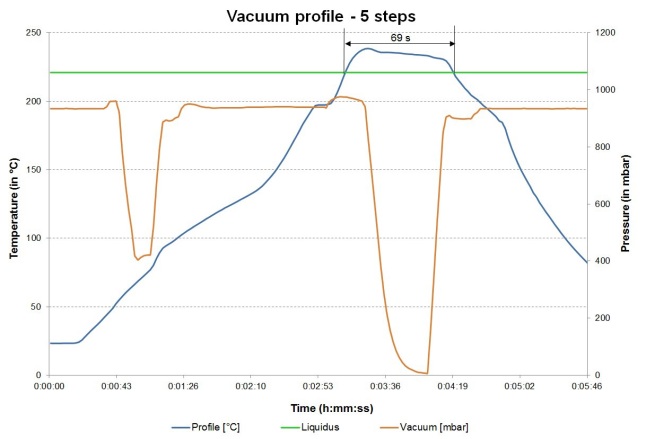 Rysunek 3: Wybrany profil temperaturowy i próżniowy
Rysunek 3: Wybrany profil temperaturowy i próżniowy
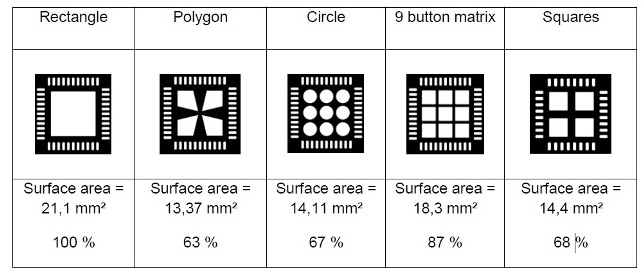 Rysunek 4: Zróżnicowane apertury dla komponentów BTC.
Artykuł opracowany przez Helmuta Öttl, Head of Application and Product Management, Rehm Thermal Systems
Artykuł opracowany i opublikowany dzięki uprzejmości firmy Scanditron.
© REHM
Druga część artykułu za tydzień
Rysunek 4: Zróżnicowane apertury dla komponentów BTC.
Artykuł opracowany przez Helmuta Öttl, Head of Application and Product Management, Rehm Thermal Systems
Artykuł opracowany i opublikowany dzięki uprzejmości firmy Scanditron.
© REHM
Druga część artykułu za tydzień
Rysunek 1: Przykłady komponentów BTC wg. IPC7093.
Tworzenie się pustek w procesie montażu PCB, definiujące końcową jego jakość, jest uwarunkowane tak znaczną ilością czynników, iż ich kontrolowanie staje się coraz trudniejsze, jeśli w ogóle możliwie. Rysunek 2 przedstawia przegląd owych czynników, ilustrując wielką złożoność problemów występujących w procesie montażu.
Wśród wymienianych czynników znajdują się dwa, które celem eliminacji lub redukcji pustek, mogą zostać poddane kontroli przed samym procesem montażu PCB. Mowa tu o technologii wytworzenia samego szablonu i geometrii apertur. Z drugiej strony analizie poddano zastosowanie próżni na etapie lutowania.
 Rysunek 2: Czynniki mogące wpływać na zjawisko powstawania pustek (Źródło: Voids Workgroup, Dr. Wohlrabe, TU Dresden)
Warto na tym etapie przytoczyć też samą definicję próżni, według norm DIN 28400, równocześnie zgodną z ISO 3529-1: ‘Próżnia to stan w którym ciśnienie gazu, a co za tym idzie zagęszczenie cząsteczek gazu, jest niższe niż panujące poza zbiornikiem, lub kiedy ciśnienie gazu jest niższe niż 300 Mbar, tj. niższe niż najniższe ciśnienie atmosferyczne odnotowane na powierzchni Ziemi’.
Mówiąc o nowoczesnych systemach próżniowym, należy mieć na uwadze nie tyle urządzenie umożliwiające proste usunięcie gazów atmosferycznych, co umożliwiające użytkownikowi wytwarzanie odpowiedniego stopnia próżni i w odpowiednim przedziale czasowym. Zapewnia to przede wszystkim możliwość adaptacji do otaczających warunków wrażliwym komponentom i lotnym składnikom topnika. W przeciwnym wypadku, może pojawić się zagrożenie uszkodzeniem komponentów czy rozbryzgami spoiwa. Co więcej, opisana możliwość profilowania warunków próżni nie może być postrzegana jako osobny etap, lecz musi raczej pozostawać dostępna podczas całego procesu lutowania. W rezultacie, aby sprostać wymogom procesu, poza nastawieniem samej temperatury, urządzenie musi również posiadać możliwość regulacji ciśnienia.
Wilgoć wchłonięta przez pastę lutowniczą może zostać usunięta jeszcze przed procesem lutowania, lub całość gazów procesowych może zostać wymieniona przy temperaturze przykładowo 160° C, co ma na celu całkowite usunięcie pozostałości odparowanych z substratu PCB lub pasty i zapobiegnięcie ich osadzaniu na delikatnych komponentach (np. optycznych) na etapie chłodzenia.
Lutowanie w próżni może być traktowana jako swoistego rodzaju ‘brygada pożarowa’, w przypadkach krótkoterminowego wzrostu ilości pustek. Nic nie stoi na przeszkodzie aby stosować standardowy proces i standardowe profile temperaturowe przy produkcji seryjnej, reagując jednocześnie w elastyczny sposób na zmiany w jakości zakupionych komponentów, właściwości powierzchni PCB czy zmiany parametrów poszczególnych porcji pasty.
Co więcej, lutowanie w próżni może być również traktowane jako procedura naprawcza: PCB, na których zaobserwowano pojawienie się znacznych ilości pustek może zostać naprawione w niektórych systemach lutowania próżniowego – jako przykład autorzy podają system CondensoX – co zapobiega utracie płytek niespełniających standardów IEC czy wytycznych IPC.
Tytułem wstępu do części drugiej artykułu, na Rysunku 3 przedstawiono profil temperaturowy i profil próżniowy, w jakim przeprowadzono testy lutowania komponentów BGA oraz QFN (BTC) w maszynie CondensoX. W trakcie testu zmieniano nie tylko profile, lecz również wzory apertur (Rysunek 4). Celem testu jest przedstawienie wpływu opisywanych zmiennych na proces powstawania pustek.
Rysunek 2: Czynniki mogące wpływać na zjawisko powstawania pustek (Źródło: Voids Workgroup, Dr. Wohlrabe, TU Dresden)
Warto na tym etapie przytoczyć też samą definicję próżni, według norm DIN 28400, równocześnie zgodną z ISO 3529-1: ‘Próżnia to stan w którym ciśnienie gazu, a co za tym idzie zagęszczenie cząsteczek gazu, jest niższe niż panujące poza zbiornikiem, lub kiedy ciśnienie gazu jest niższe niż 300 Mbar, tj. niższe niż najniższe ciśnienie atmosferyczne odnotowane na powierzchni Ziemi’.
Mówiąc o nowoczesnych systemach próżniowym, należy mieć na uwadze nie tyle urządzenie umożliwiające proste usunięcie gazów atmosferycznych, co umożliwiające użytkownikowi wytwarzanie odpowiedniego stopnia próżni i w odpowiednim przedziale czasowym. Zapewnia to przede wszystkim możliwość adaptacji do otaczających warunków wrażliwym komponentom i lotnym składnikom topnika. W przeciwnym wypadku, może pojawić się zagrożenie uszkodzeniem komponentów czy rozbryzgami spoiwa. Co więcej, opisana możliwość profilowania warunków próżni nie może być postrzegana jako osobny etap, lecz musi raczej pozostawać dostępna podczas całego procesu lutowania. W rezultacie, aby sprostać wymogom procesu, poza nastawieniem samej temperatury, urządzenie musi również posiadać możliwość regulacji ciśnienia.
Wilgoć wchłonięta przez pastę lutowniczą może zostać usunięta jeszcze przed procesem lutowania, lub całość gazów procesowych może zostać wymieniona przy temperaturze przykładowo 160° C, co ma na celu całkowite usunięcie pozostałości odparowanych z substratu PCB lub pasty i zapobiegnięcie ich osadzaniu na delikatnych komponentach (np. optycznych) na etapie chłodzenia.
Lutowanie w próżni może być traktowana jako swoistego rodzaju ‘brygada pożarowa’, w przypadkach krótkoterminowego wzrostu ilości pustek. Nic nie stoi na przeszkodzie aby stosować standardowy proces i standardowe profile temperaturowe przy produkcji seryjnej, reagując jednocześnie w elastyczny sposób na zmiany w jakości zakupionych komponentów, właściwości powierzchni PCB czy zmiany parametrów poszczególnych porcji pasty.
Co więcej, lutowanie w próżni może być również traktowane jako procedura naprawcza: PCB, na których zaobserwowano pojawienie się znacznych ilości pustek może zostać naprawione w niektórych systemach lutowania próżniowego – jako przykład autorzy podają system CondensoX – co zapobiega utracie płytek niespełniających standardów IEC czy wytycznych IPC.
Tytułem wstępu do części drugiej artykułu, na Rysunku 3 przedstawiono profil temperaturowy i profil próżniowy, w jakim przeprowadzono testy lutowania komponentów BGA oraz QFN (BTC) w maszynie CondensoX. W trakcie testu zmieniano nie tylko profile, lecz również wzory apertur (Rysunek 4). Celem testu jest przedstawienie wpływu opisywanych zmiennych na proces powstawania pustek.
 Rysunek 3: Wybrany profil temperaturowy i próżniowy
Rysunek 3: Wybrany profil temperaturowy i próżniowy
 Rysunek 4: Zróżnicowane apertury dla komponentów BTC.
Artykuł opracowany przez Helmuta Öttl, Head of Application and Product Management, Rehm Thermal Systems
Artykuł opracowany i opublikowany dzięki uprzejmości firmy Scanditron.
© REHM
Druga część artykułu za tydzień
Rysunek 4: Zróżnicowane apertury dla komponentów BTC.
Artykuł opracowany przez Helmuta Öttl, Head of Application and Product Management, Rehm Thermal Systems
Artykuł opracowany i opublikowany dzięki uprzejmości firmy Scanditron.
© REHM
Druga część artykułu za tydzień