


Sponsored content by MCC Magazyn Centralny Centrum
Kleje elektroprzewodzące firmy Henkel
Kleje elektroprzewodzące (ECAs-Electrically Conductive Adhesives) używane są do zapewnienia połączeń elektrycznych w aplikacjach elektronicznych. Służą do montażu elementów elektronicznych na płytach PCB lub LTCC.
Produkty te są stosowane m.in w aplikacjach motoryzacyjnych gdzie parametry połączeń elektrycznych muszą spełniać niestandardowe kryteria. Przykładem może być np. niższa temperatura tworzenia złącza lub wymóg elastyczności połączenia.
Kleje elektroprzewodzące to żywice polimerowe z dodatkiem utwardzacza i przewodzącego dodatku, które są jednorazowo utwardzane. Ten przewodzący dodatek stanowi wypełniacz w mieszaninie żywicy z utwardzaczem.
Co może być żywicą polimerową? Mogą to być epoksydy, akryle, silikony lub rozwiązania hybrydowe.
Najlepszym składnikiem przewodzącym i wypełniaczem jest srebro ze względu na stabilność chemiczną oraz wysokie przewodnictwo elektryczne. Wypełnienie srebrem tej mieszaniny w 75-85% zapewnia odpowiedni poziom przewodzenia.
Biorąc pod uwagę kierunek przewodzenia istnieją dwa typy produktów – izotropowy oraz anizotropowy. Izotropowy przewodzi we wszystkich płaszczyznach a anizotropowy tylko w jednej np. LOCTITE ABLESTIK XCE 3120 (Rysunek 1)
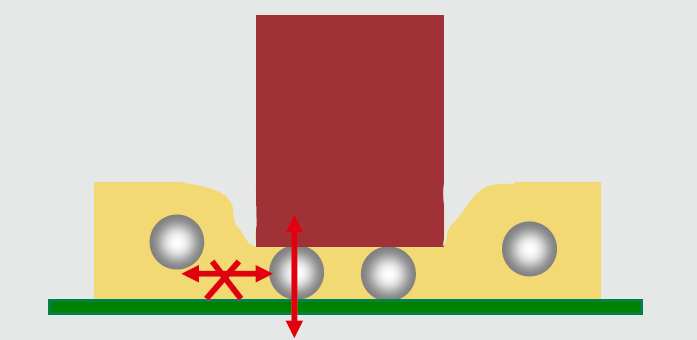 Rysunek 1
Ważne kryteria przy doborze produktu to: objętościowa oporność materiału, temperatura i czas utwardzania, lepkość materiału, czas życia materiału nieotwartego, otwartego oraz zadozowanego jak i elastyczność oraz współczynnik rozszerzalności cieplnej.
Standardowy proces użycia produktów ECA wygląda następująco:
1) uzyskanie przez produkt temperatury pokojowej – najczęściej rozmrożenie
2) nałożenie metodą sitodruku lub dozowanie ciśnieniowe
3) ułożenie komponentów
4) utwardzenie w piecu
5) testowanie
Większość klejów ECAs oferowanych jest jako produkt jednoskładnikowy, jednak pamiętać należy o tym o czym wspomniano wcześniej, że jest to mieszanina żywicy i utwardzacza wraz z wypełniaczem (najczęściej srebrem). Aby zapewnić akceptowalny czas magazynowania należy opóźnić czas reakcji pomiędzy żywicą i utwardzaczem. To opóźnienie możliwe jest, gdy zapewni się temperaturę przechowywania w granicach minus 20°C a nawet minus 40°C. Pewną alternatywą dla jednoskładnikowych produktów są produkty dwuskładnikowe np. Eccobond 57C. I takie produkty można przechowywać w temp. pokojowej.
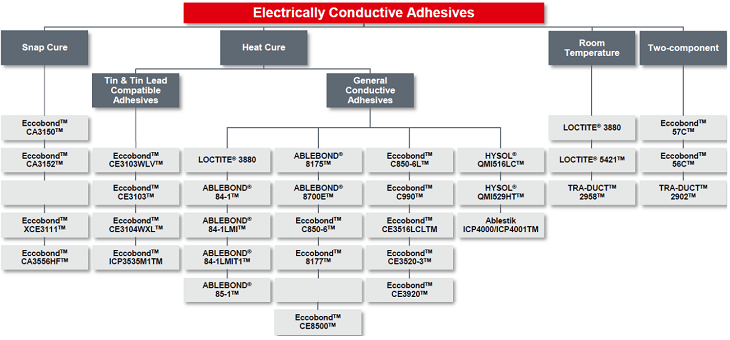
Produkty ze względu na utwardzanie dzielą się na (Rysunek 2):
1)natychmiastowo utwardzane ciepłem (snap cure)
2) produkty standardowe utwardzane ciepłem
3) kompatybilne z pokryciami cynowymi /cynowo-owiowymi utwardzane ciepłem
4) produkty utwardzane w temperaturze pokojowej
5) produkty dwuskładnikowe
Rysunek 1
Ważne kryteria przy doborze produktu to: objętościowa oporność materiału, temperatura i czas utwardzania, lepkość materiału, czas życia materiału nieotwartego, otwartego oraz zadozowanego jak i elastyczność oraz współczynnik rozszerzalności cieplnej.
Standardowy proces użycia produktów ECA wygląda następująco:
1) uzyskanie przez produkt temperatury pokojowej – najczęściej rozmrożenie
2) nałożenie metodą sitodruku lub dozowanie ciśnieniowe
3) ułożenie komponentów
4) utwardzenie w piecu
5) testowanie
Większość klejów ECAs oferowanych jest jako produkt jednoskładnikowy, jednak pamiętać należy o tym o czym wspomniano wcześniej, że jest to mieszanina żywicy i utwardzacza wraz z wypełniaczem (najczęściej srebrem). Aby zapewnić akceptowalny czas magazynowania należy opóźnić czas reakcji pomiędzy żywicą i utwardzaczem. To opóźnienie możliwe jest, gdy zapewni się temperaturę przechowywania w granicach minus 20°C a nawet minus 40°C. Pewną alternatywą dla jednoskładnikowych produktów są produkty dwuskładnikowe np. Eccobond 57C. I takie produkty można przechowywać w temp. pokojowej.
Produkty ze względu na utwardzanie dzielą się na (Rysunek 2):
1)natychmiastowo utwardzane ciepłem (snap cure)
2) produkty standardowe utwardzane ciepłem
3) kompatybilne z pokryciami cynowymi /cynowo-owiowymi utwardzane ciepłem
4) produkty utwardzane w temperaturze pokojowej
5) produkty dwuskładnikowe
 Rysunek 2
Ze względu na kompatybilność z pokryciami z metali szlachetnych rozpatrujemy produkty zgodne oraz niezgodne (Rysunek 3)
Rysunek 2
Ze względu na kompatybilność z pokryciami z metali szlachetnych rozpatrujemy produkty zgodne oraz niezgodne (Rysunek 3)
 Rysunek 3
Z wielu dostępnych i stosowanych produktów można wyróżnić:
1. LOCTITE ABLESTIK CA 3556HF – utwardza się poniżej 10 sekund w temperaturze 150°C
2. LOCTITE ABLESTIK CA 3150 - utwardza się w 10 sekund w temperaturze 130°C
3. LOCTITE ABLESTIK 57C – dwuskładnikowy 1:1, utwardza się w 8 godzin w temperaturze pokojowej
4. LOCTITE ABLESTIK 2902 – dwuskładnikowy, utwardza się w 24 godziny w temperaturze pokojowej, zaakceptowany przez NASA
5. LOCTITE ABLESTIK ICP 4000 – temperatura pracy do 200°C, elastyczny, utwardzanie w przeciągu 35 minut w temperaturze 140°C
6. LOCTITE ABLESTIK 84-1LMISR4 – dozowany przez Jet, temperatura pracy do 175°C, utwardzanie w przeciągu jednej godziny w temperaturze 175°C
Dystrybucja produktów HENKEL i wsparcie techniczne w Polsce:
Rysunek 3
Z wielu dostępnych i stosowanych produktów można wyróżnić:
1. LOCTITE ABLESTIK CA 3556HF – utwardza się poniżej 10 sekund w temperaturze 150°C
2. LOCTITE ABLESTIK CA 3150 - utwardza się w 10 sekund w temperaturze 130°C
3. LOCTITE ABLESTIK 57C – dwuskładnikowy 1:1, utwardza się w 8 godzin w temperaturze pokojowej
4. LOCTITE ABLESTIK 2902 – dwuskładnikowy, utwardza się w 24 godziny w temperaturze pokojowej, zaakceptowany przez NASA
5. LOCTITE ABLESTIK ICP 4000 – temperatura pracy do 200°C, elastyczny, utwardzanie w przeciągu 35 minut w temperaturze 140°C
6. LOCTITE ABLESTIK 84-1LMISR4 – dozowany przez Jet, temperatura pracy do 175°C, utwardzanie w przeciągu jednej godziny w temperaturze 175°C
Dystrybucja produktów HENKEL i wsparcie techniczne w Polsce:


Rysunek 1
Ważne kryteria przy doborze produktu to: objętościowa oporność materiału, temperatura i czas utwardzania, lepkość materiału, czas życia materiału nieotwartego, otwartego oraz zadozowanego jak i elastyczność oraz współczynnik rozszerzalności cieplnej.
Standardowy proces użycia produktów ECA wygląda następująco:
1) uzyskanie przez produkt temperatury pokojowej – najczęściej rozmrożenie
2) nałożenie metodą sitodruku lub dozowanie ciśnieniowe
3) ułożenie komponentów
4) utwardzenie w piecu
5) testowanie
Większość klejów ECAs oferowanych jest jako produkt jednoskładnikowy, jednak pamiętać należy o tym o czym wspomniano wcześniej, że jest to mieszanina żywicy i utwardzacza wraz z wypełniaczem (najczęściej srebrem). Aby zapewnić akceptowalny czas magazynowania należy opóźnić czas reakcji pomiędzy żywicą i utwardzaczem. To opóźnienie możliwe jest, gdy zapewni się temperaturę przechowywania w granicach minus 20°C a nawet minus 40°C. Pewną alternatywą dla jednoskładnikowych produktów są produkty dwuskładnikowe np. Eccobond 57C. I takie produkty można przechowywać w temp. pokojowej.
Produkty ze względu na utwardzanie dzielą się na (Rysunek 2):
1)natychmiastowo utwardzane ciepłem (snap cure)
2) produkty standardowe utwardzane ciepłem
3) kompatybilne z pokryciami cynowymi /cynowo-owiowymi utwardzane ciepłem
4) produkty utwardzane w temperaturze pokojowej
5) produkty dwuskładnikowe
Rysunek 2
Ze względu na kompatybilność z pokryciami z metali szlachetnych rozpatrujemy produkty zgodne oraz niezgodne (Rysunek 3)
Rysunek 3
Z wielu dostępnych i stosowanych produktów można wyróżnić:
1. LOCTITE ABLESTIK CA 3556HF – utwardza się poniżej 10 sekund w temperaturze 150°C
2. LOCTITE ABLESTIK CA 3150 - utwardza się w 10 sekund w temperaturze 130°C
3. LOCTITE ABLESTIK 57C – dwuskładnikowy 1:1, utwardza się w 8 godzin w temperaturze pokojowej
4. LOCTITE ABLESTIK 2902 – dwuskładnikowy, utwardza się w 24 godziny w temperaturze pokojowej, zaakceptowany przez NASA
5. LOCTITE ABLESTIK ICP 4000 – temperatura pracy do 200°C, elastyczny, utwardzanie w przeciągu 35 minut w temperaturze 140°C
6. LOCTITE ABLESTIK 84-1LMISR4 – dozowany przez Jet, temperatura pracy do 175°C, utwardzanie w przeciągu jednej godziny w temperaturze 175°C
Dystrybucja produktów HENKEL i wsparcie techniczne w Polsce:

