© alexander fediachov dreamstime.com
Technologie |
Kamery optyczne na linii produkcyjnej
Trwa nieustanna technologiczna pogoń za zminimalizowaniem ryzyka błędów na linii produkcyjnej. Rozwiązaniem tego problemu mogą być kamery optyczne.
Kamery oraz całe systemy do analizy jakości zbudowane na ich bazie kuszą kolejnych przedsiębiorców. Nie bez przyczyny. Dziś to najbardziej efektywny sposób na to, by ograniczyć w znacznym stopniu, a w praktyce – niemal do zera, ryzyko potencjalnych strat wynikających z powszechnych błędów. Wizja tego, że towar opuszczający linię produkcyjną okaże się niemożliwy do sprzedaży, jest od zawsze koszmarem każdego przedsiębiorcy.
Jak odpowiednio zabezpieczyć się przed takim scenariuszem? Przez lata wydawało się, że wystarczy do tego sztab ludzi żmudnie weryfikujących towar opuszczający linię produkcyjną. Sprawdzano w ten sposób wszystko: od kształtu i trwałości, po potencjalne usterki wynikające z nieprawidłowości mechanicznych podczas wytwarzania.
Była to jednak – i wciąż często jest - weryfikacja w dużej mierze złudna. Precyzja ludzkiego oka nijak ma się bowiem do dokładności, jaką zapewniają nowoczesne technologie. - Dlatego za końcową jakość towarów coraz częściej odpowiedzialne są stopniowo modyfikowane kamery optyczne, tworzące rozbudowane systemy wizyjne – zauważają eksperci Mikrostyk Automatic Device, firmy, która opracowała maszynę do kontroli produkcji.
 Rosnąca konkurencja i zmiany na rynku wymuszające coraz większą specjalizację oraz potrzeba optymalizacji kosztów skłaniają przedsiębiorców do stosowania innowacyjnych rozwiązań kontroli wizyjnej. Popularność kamer rośnie więc w szybkim tempie.
Rosnąca konkurencja i zmiany na rynku wymuszające coraz większą specjalizację oraz potrzeba optymalizacji kosztów skłaniają przedsiębiorców do stosowania innowacyjnych rozwiązań kontroli wizyjnej. Popularność kamer rośnie więc w szybkim tempie.
Artykuł opublikowany dzięki uprzejmości firmy © MADevice
Rosnąca konkurencja i zmiany na rynku wymuszające coraz większą specjalizację oraz potrzeba optymalizacji kosztów skłaniają przedsiębiorców do stosowania innowacyjnych rozwiązań kontroli wizyjnej. Popularność kamer rośnie więc w szybkim tempie.
Automatyzacja produkcji
Powszechność kamer optycznych na liniach produkcyjnych wpisuje się w ogólnoświatowy trend automatyzacji. Kryteria dotyczące wydajności produkcji, bezpieczeństwa procesów i końcowej jakości wyrobu są coraz bardziej restrykcyjne i stanowią kluczowe wyzwania dla każdego sztabu inżynierów. Roboty przejęły taśmy montażowe na dobre: dbają o estetykę wykonania, precyzję kształtu, odpowiednie wymiary czy niezawodne zejście z linii produkcyjnej zgodnie z terminarzem. Powstaje jednak pytanie: kto skontroluje teoretycznie niezawodne automaty? Oczywiście - kamery. Rosnące możliwości tych komponentów, potencjał optyczny połączony z coraz większą integralnością z innymi urządzeniami powodują, że zmienia się też ich rola. Jak zauważa ekspert biura konstrukcyjnego maszyn nieseryjnych z MADevice, kamera nie jest już urządzeniem stricte rejestrującym. To bardziej narzędzie weryfikacji – optyka kamery umożliwia postawienie precyzyjnego stempla poświadczającego zgodność z oryginałem. Przy czym minęły już czasy, gdy rejestracja obrazu ograniczała się do uchwycenia ogółu. Postępująca miniaturyzacja sprawia, że kamery są coraz mniejsze i mniej absorbujące, a jednocześnie mogą zajrzeć w trudnodostępne miejsca. Z tego powodu w przedsiębiorstwach widać wyraźną tendencję do odchodzenia od kontroli produkcji wykonywanej przez personel, na rzecz całkowitej automatyzacji procesu. Regularna analiza stanu jakości wykonywana przez pracowników staje się monotonna, co negatywnie wpływa na jej skuteczność, a co za tym idzie pogarsza się efektywność, za to rosną koszty.Kamera optyczna zapewnia niezawodność
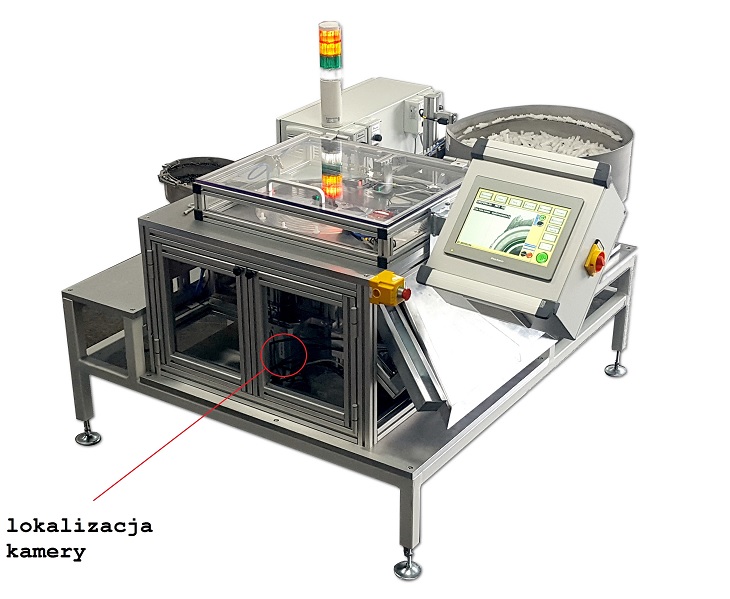
Jak pokazuje przykład maszyny do kontroli opracowanej przez MADevice, nie ma elementu, którego wysokiej jakości kamera optyczna zintegrowana z odpowiednio dobranym systemem, nie mogłaby dogłębnie przeanalizować. Urządzenia te w technologii produkcyjnej wykorzystywane są w przeróżny sposób. Analizują cechy fizyczne poszczególnych obiektów weryfikując poprawność geometrii, położenie, stan ocenianej powierzchni. Zareagują na nieprawidłową chropowatość lub nadmierną gładkość niezgodną z pierwowzorem. Zaalarmują, gdy towar schodzący z linii produkcyjnej nie spełni zaplanowanych oczekiwań inżynierów. Wśród systemów wizyjnych, które dominują obecnie na liniach produkcyjnych, do najpopularniejszych rozwiązań należą czujniki optyczne. Ich działanie opiera się na zasadzie wysyłania wiązki promieni świetlnych przez nadajnik oraz jej późniejszego odbierania przez odbiornik, reagując na obiekty znajdujące się na drodze przebiegu wiązki. Systemy optyczne to obecnie jedna z najszybciej rozwijających się technik automatyzacji produkcji. Czujniki oraz kamery optyczne są tak niewielkich rozmiarów, że można je montować na liniach produkcyjnych tak, by służyły do rozpoznawania poszczególnych elementów w każdym zakresie. Podstawowym elementem systemu zabezpieczającego produkcję przed błędami jest głowica. Zwykle zintegrowana jest z linią do oświetlenia danego obiektu. Jednostki przetwarzające rejestrowany obraz to pełna cyberinteligencja: są zaprogramowane, z odpowiednio dobranym interfejsem, automatycznym doświetlaniem obiektu oraz rozszerzonymi możliwościami - np. rozpoznawania poszczególnych elementów. Czujniki wyposażane są w funkcje automatycznego zapamiętywania pierwowzoru, kontroli zgodności porównywanego obiektu ze wzorcem pod kątem uszkodzeń. Wyposaża się je w dodatkowe wejścia oraz wyjścia cyfrowe, istnieje też możliwość zainstalowania urządzeń peryferyjnych. Systemy o większym stopniu rozbudowania zapewniają dodatkowo rozszerzone interfejsy, złącza do dodatkowych urządzeń rejestrujących oraz podwyższoną funkcjonalność. O poziomie szczegółowości obrazu uzyskiwanego przez kamerę decydują głównie przetwornik oraz obiektyw. Szczególnie istotny jest obiektyw - dzięki niemu dochodzi do projekcji obrazu, który trafia na światłoczułą powierzchnię przetwornika. A poziom szczegółowości kamery optycznej jest na wagę złota – a przynajmniej strat wynikających z błędów produkcyjnych. Jak działa system wyposażony w kamerę optyczną weryfikującą poprawność produkcji? Przykładem może być urządzenie, jakie firma MADevice opracowała np. do montażu tulejek ferrytowych i mosiężnych w konektor plastikowy. Głównym układem owego montażu jest koło obrotowe. Na nim następują prace połączeniowe oraz ostateczne sprawdzenie detali. Konektory i tulejki dostarczane są do koła z koszy cylindrycznych za pomocą podajników wibracyjnych. Już na kole, po podaniu konektora, dochodzi do wcisku tulejki. Weryfikacja skuteczności odbywa się już za pomocą zainstalowanej kamery optycznej. Ta, w kolejnym kroku produkcji, sprawdza poprawność włożenia danego elementu oraz jakość wciśniętej tulejki. W następnym etapie na kole obrotowym odbywa się jeszcze dodatkowa selekcja najmniejszych detali i ostateczne odrzucenie tych, które budzą wątpliwości. Wydajność kamery optycznej pozwala oszacować kolejny element co sekundę. Przed testami jakości kamera stosowana przez MADevice otrzymuje wzorzec – idealnie wykonany element, który jest zgodny ze wszystkimi normami jakości założonymi przez producenta. Na poziomie zaawansowanej optyki dochodzi do ciągłego porównywania kolejnych części z pierwotną. Materiały odbiegające od wzoru zostają odrzucone – zadba o to system zintegrowany z kamerą optyczną.Korzyści z weryfikacji optycznej
Podstawowy efekt zastosowania systemów wizyjnych wyposażonych w kamery optyczne to redukcja kosztów – podkreślają eksperci MADevice. Choć zastosowanie układu w przedsiębiorstwie – na pierwszy rzut oka – wydaje się być rozwiązaniem stosunkowo drogim, precyzyjna analiza kosztów w kontekście ponoszonych regularnie strat nie pozostawia złudzeń. Na tego rodzaju inwestycję należy patrzeć przede wszystkim przez pryzmat długiego okresu jej zwrotu. Kamery optyczne będą opłacalne przede wszystkim tam, gdzie istnieje wysokie ryzyko wad wyrobów. Jeśli produkcja ma charakter seryjny, ewentualne przestoje linii obniżą możliwości ekonomiczne. Kamery, które dzięki automatyce weryfikują końcowy towar i alarmują w przypadku wykrycia nieprawidłowości, pozwalają zredukować ryzyko błędów do zera. Niezawodność dobrego systemu kamer optycznych zapewnia więc bezpieczeństwo produkcji, a w dłuższej perspektywie – bezawaryjność i zyski. Skuteczna weryfikacja produktu opuszczającego linię montażową przekłada się bezpośrednio na pieniądze również ze względu na potencjalne błędy ludzkie. Niedopatrzenia, pomyłki, przeoczenia popełniane przez kontrolerów są – prędzej czy później – nieuniknione. Złe decyzje skutkują wtedy zatrzymaniem produkcji lub cofnięciem wadliwej partii materiałów. Gdy jednak tak się nie stanie, producent musi się liczyć z możliwymi reklamacjami oraz znaczącym spadkiem wypracowanej marki. W dobie social media i wszechobecnej tendencji do społecznościowych ocen, recenzji, wymiany poglądów o poszczególnych firmach i ich towarach, pewność jakości jest nie do przecenienia. W wariancie skrajnie pesymistycznym, błędy montażowe mogą wiązać się nawet z odszkodowaniami – technologia kamer optycznych skutecznie taki wariant ogranicza. Pewność przekłada się również na szybkość produkcji. Częstym problemem, z jakim spotykają się osoby odpowiedzialne za prawidłowy cykl wytwarzania jest nie tylko optymalizacja łańcucha dostaw, ale i maksymalne skrócenie czasu na realizację zlecenia. Pośpiech wiąże się ze spadkiem jakości wykonania. W przypadku towarów weryfikowanych czujną optyką kamery, eliminacja błędów pozwala utrzymać produkcję na wysokim poziomie zarówno pod względem szybkości wykonania jak i trwałości. Zaletą optycznych systemów kontroli jest nie tylko urządzeń, ale i elastyczność. To od inżyniera zależy jaki margines błędu przyjmie kamera, by odnotować - i ostatecznie odrzucić - wadliwą partię towaru.Gdzie stosować kontrolne systemy wizyjne?
Nowoczesne technologie wizyjne – zarówno standardowe jak i 3D – znajdują coraz szersze zastosowanie w automatyce produkcji oraz logistyce. Dzięki wszechstronności wizyjne systemy kontroli skutecznie weryfikują stan każdego tworzywa o dowolnych gabarytach, kształtach i technologii wykonania. Stosuje się je w kontroli jakości, pozycjonowaniu robotów, odczycie kodów kreskowych i graficznych oraz alfanumerycznych, a od niedawna – w systemach bezpieczeństwa pracy. Są jednak branże, w których zagwarantowana ich działaniem precyzja jest szczególnie istotna. Systemy wizyjne sprawdzą się przede wszystkim w przypadku stanowisk produkcyjnych wymagających nieustannej kontroli detali. Umożliwiają kontrolę poprawności montażu, trwałość wykorzystanych materiałów, eliminację wadliwych wyrobów, co z kolei zmniejsza koszty potencjalnych reklamacji. Według szacunków producentów, około 20 proc. systemów wizyjnych używanych obecnie w produkcji, wykorzystywanych jest przez szeroko rozumiany przemysł motoryzacyjny. Dotyczy to nie tylko fabryk stricte samochodowych, ale i przedsiębiorstw zajmujących się podzespołami i akcesoriami. Systemy wizyjne chętnie stosowane są również w przemyśle szklarskim, gdzie równie istotna jest szybka reakcja na błędy produkcyjne zagrażające życiu lub zdrowiu użytkowników. Korzysta się z nich coraz chętniej także w branży spożywczej - umożliwiają kontrolę zapakowania towaru. W jakim kierunku zmierza rozwój technologii kamer optycznych? Według analiz MADevice, rośnie znaczenie produktów do kontroli wizyjnej 3D. Stacjonarne czujniki idealnie wpasowują się w rozwiązania kontroli jakości większości towarów konsumpcyjnych oraz opakowań, a łatwy interfejs zapewnia bezproblemowe uruchomienie oraz obsługę. Naturalnym kierunkiem jest ciągła poprawa osiąganych parametrów, głębszy stopień zautomatyzowania - a więc jeszcze bardziej czułe urządzenia o rosnącej rozdzielczości i możliwości szybkiego transferu obrazu. Wszystko zmierza bowiem do jednego: takiego stopnia porównania każdego elementu z jego pierwowzorem, by ten był odzwierciedleniem stuprocentowym.Artykuł opublikowany dzięki uprzejmości firmy © MADevice